
台达PLC和伺服的排盘机上的应用
发布时间:2013-08-13
The development of tray arranging machinebased on Delta PLC、HMI and servo system
摘要:台达具有完备的工控产品线,本文就基于台达PLC、HMI和伺服驱动器的排盘机的开发过程加以详细论述。
关键词:排盘机 台达
Abstract:Delta has a very completed product line. This article describes the development of tray arranging machine whit Delta PLC、HMI and servo system
Keywords:Tray arranging machineDelta
引言:排盘机是食品自动化生产线中的重要组成设备,它将已经成形的月饼、包子等食品按照设置好的行数和列数,均匀的排布到标准规格的金属托盘中,以便进行烘焙或加热等后续生产工序。
一、 工作过程
排盘机的主要机械动作如下图所示:
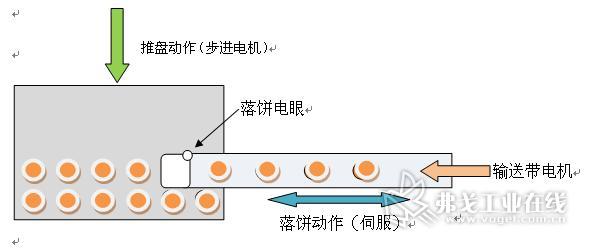
其中:
1.推盘动作:由步进电机驱动链条,链条上有金属板,可将托盘推动一定长度的纵向距离。
2.落饼动作:由B2伺服驱动,经过减速机和链条传动,带动整个输送带横向移动,系统中的输送带电机是匀速运行的,因此可以根据落饼电眼(反射式光电传感器)的信号加上适当的延时,精确控制落饼的时机。
3.由于输送带和托盘之间有一定的高度差,为了减小月饼等下坠导致的变形或弹跳,输送带的末端设置有斜坡,由气缸控制其抬起与放下。
二、 主要电气部件配置
台达DVP-32ES00T2 PLC *1
台达DOP-B07S411 人机屏*1
台达B2伺服驱动器 *1
RisenScr RC2273步进电机驱动器*1
PLC和HMI通过RS485接口进行通信,PLC通过发出脉冲和方向信号控制伺服驱动器和步进电机驱动器,并接收伺服的报警反馈信号。

三、 开发过程:
1. 伺服驱动器的参数确定:
ES2 的向伺服发送脉冲信号的CH0(Y0,Y1)可输出的最大脉冲频率为100KHz,综合考虑实际控制精度要求和PLC的脉冲输出能力,需要对伺服驱动器设置电子齿轮。将P1-44(电子齿轮分子)设置为128,P1-45(电子齿轮分母)设置为1。这样伺服马达每转所对应的脉冲数=160000/128=1250。伺服马达的传动包括减速机、齿轮和链条。减速机的减速比为7.5,齿轮的齿数为26,每节链条长度为12.7mm,则
每毫米位移所对应的脉冲数= = 28.392精度能够满足要求。
= 28.392精度能够满足要求。
2. 步进驱动器参数的确定:
步进电机通过齿轮、链条传动进行推盘动作。齿轮的齿数为13,每节链条长度为12.7mm,步进电机驱动器的分度若选择200(200 Pulse/round),则
每毫米位移所对应的脉冲数=![]() = 1.211
= 1.211
很明显这样无法保证足够的精度,尝试提高步进驱动器分度为3000(3000 Pulse/round),则
每毫米位移所对应的脉冲数= = 18.181
= 18.181
这样的控制精度可以满足要求。
3. 设计中遇到的其它问题:
①在试运行的过程中,发现在推盘速度设置较快的情况下,推盘的精度仍然无法保证,经过观察发现,由于托盘只有链条上的金属板推动,再并无其它固定措施,当推盘就位时,PLC立刻停止输出脉冲,步进电机立刻停止动作,但托盘由于惯性还会继续向前滑动一小段距离。为了消除这种现象,采用附带加减速脉冲的 PLSR命令发送脉冲,其中的S3参数(加减速时间)设置为K500(500Ms),使得此问题得到了很好的改善。
② 由于没有设置实体急停按钮,在程序中加入了暂停功能,按下“暂停”后,机器的所有动作都将停止,由用户通过点击“复位”或“启动”来选择回到初始状态还是继续运行。同样是利用上面所述的三个线圈,“暂停”和“启动”分别对应置位这三个线圈和复位这三个线圈的功能。但其中另外加入了一个辅助线圈,防止在试用期过期的情况下,仍可通过“启动”按钮使三个线圈复位而运转机器。
程序结构如下图所示:
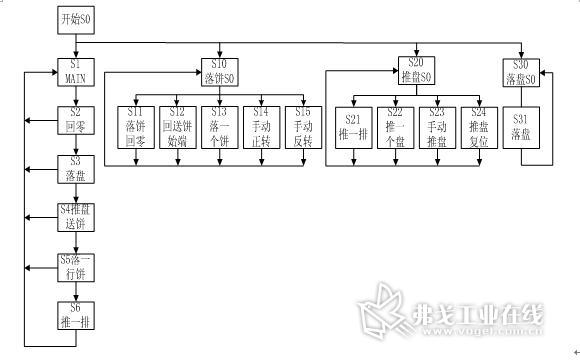
其中S10、S20、S30分别是落饼动作、推盘动作和落盘动作的初始步,在需要的时候通过对相应线圈的置位来启动相应功能,在动作完成后将相应的动作完成标志线圈置位,从而使动作协调有序,这样做的另外一个好处就是程序清晰明了,便于编程和调试。
四、 结束语:
现场实际运行过程中,设备运行平稳高效。系统调试也十分简单易行,而且设备成本也更低,得到客户的一致好评。
参考文献
[1] DVP_ES2操作手册(程序篇). DVP-1039710-04. 中达电通股份有限公司
[2] ASDA-B2 应用技术手册. ASDA-B2_M_SC_20110425. 中达电通股份有限公司
声明:
本文版权为上海津信变频器有限公司所有,如需转载请注明出处。
测试社区