
施耐德电气整体解决方案在双变频卷染机上的应用
发布时间:2012-05-31

图1 卷染机设备外观
随着变频器矢量控制技术的日趋成熟,通过变频器转矩控制功能控制异步电机转矩,使得异步电机能够取代原有的直流调速电机,应用于张力控制系统。本文介绍的双变频卷染机施耐德电气解决方案就是通过变频器转矩控制调节张力的典型实例。
双变频卷染机是一种间歇式平幅染色设备,用于布匹的染色处理,属于染整工序的前道工序,按照运行的环境分为常温常压型和高温高压型。卷染机染缸内安装有两根卷绕轴,卷绕轴按照一定的工艺要求(包括温度,道数,速度,张力等)将轴上的布匹通过染缸里的染液进行染色(边卷边染),从而达到一定的染色效果,染色是否均匀以及是否对布匹有损伤都取决于两根卷绕轴的运行情况。设备外观如图1所示。
如图2卷染机的内部结构图所示,该设备传动部分主要通过变频器控制A、B两个卷绕轴(卷布)按照设定的速度和要求的布面张力运行,运行中要求布匹的张力始终保持一致,不能出现波动。如果张力波动的话,就会容易导致卷绕过程中布匹出现皱褶,这样在高温高压环境下布面就会变形受损;同时布面的线速度也要保持不变,这样才能保证布面单元面积受力相同,在染液里染色的时间相同,避免出现染色不均匀现象。可以看出,该设备控制系统要求控制收卷、放卷轴实现布匹恒线速度与恒张力运行。
施耐德电气传动系统的解决方案
如图3配置方案及系统架构所示,本系统以施耐德电气高端小型PLC M238作为控制器,该控制器内置CANopen通讯总线主站端口,无需扩展总线模块,通讯速率可达1M;同时集成有两个串行通讯接口,通过串行接口连接人机界面用于配方数据及参数的设定显示。两台ATV71标准型变频器分别驱动A、B卷绕电机,通过编码器反馈信号实现速度闭环磁通矢量控制,保证快速响应速度和精度。同时通过变频器内部变量实现A、B卷绕轴卷绕圈数计算。变频器的速度给定、转矩给定和运行命令及变频器的状态、电流等数据均通过CANopen总线PDO来传输,实现快速传输动态数据变化,保证张力控制和速度控制精度;温度传感器的模拟量信号接在变频器的模拟量输入端子上,PLC通过总线读取模拟量输入的实时数据进行运算(通过变频器的内部通讯字传输给PLC)。两台ATV71变频器采用直流共母线的方式连接,保证同步和能量共享。
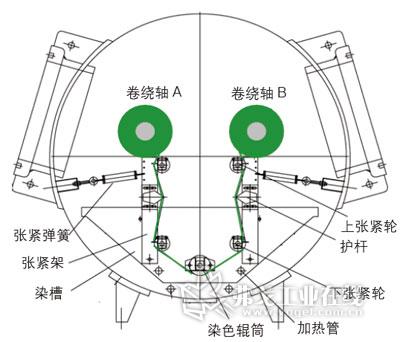
图2 卷染机的内部结构
控制要点的实现
1. CANopen总线的配置
创建PLC项目;添加CANopen总线管理模块;双击总线管理模块,设定总线通讯波特率;添加ATV71变频器从站并设定从站通讯参数;选择添加相应的PDO数据包,包括编码器计数器、温度模拟量信号、速度给定值、运行命令、变频器状态等。
2. 恒线速度与恒张力控制功能的实现
为了实现运行过程中布面张力和速度保持不变,放卷变频器采用转矩控制方式,收卷变频器采用速度控制方式,处于放卷的变频器需要用到变频器的转矩控制功能块,在该功能块中配置相应的参数。然而反复卷绕染色的过程中,收卷、放卷功能是交替变化的(并非绝对的),当布料从放卷轴完全卷绕到收卷轴以后要切换运动方向,此时放卷轴变成收卷轴,收卷轴变成放卷轴,实现布匹来回卷绕。
ATV71变频器的运行模式可以通过CANopen总线切换,布面反向卷绕时,只需要修改变频器控制命令字的相关位的状态,就能实现速度模式和转矩模式的实时切换。通过正负静带参数的设置能够进行转矩/速度控制的自动切换,有效防止飞车或损坏设备;通过CMI内部控制字的设置,能提高运行速度的分辨率,精度可达0.0018Hz,这样就能够跟随卷径的微小变化精确地调整电机角速度,从而保证恒线速度运行。
3. 直流共母线
由于正常工作时放卷电机一直处于被拖动模式,所以放卷电机一直处于发电状态,如果发电产生的能量不能快速释放掉,就会导致变频器直流母线出现过压故障。采用单独外接制动电阻可以解决此问题,但是造成了能量的浪费。
通过直流共母线,既可以避免此故障的发生,又能有效利用放卷变频器的能量,避免能源浪费,节能增效。另外,卷染机停车时要求两三秒快速停车,当卷径很大而且高速运行的时候,转动惯量非常大,此时快速停车会瞬时产生很大的制动电流,因此必须外接制动电阻来快速消耗制动能量。

图3 SE系统构架
4. 布厚的自动计算
布厚对张力的控制非常重要。布厚如果存在一定误差会导致布面张力出现较大偏差,从而影响产品的质量;现场操作人员有时也无法输入准确的布厚数据;布匹在浸入染液后布厚存在一定的变数,故布厚的在线自动检测尤为重要。
布厚的计算利用线速度一致的原理:Va=Vb
得到:(2H0×Qa+R0)×Wa=(2H0×Qb+R0)×Wb
然后:H0=(Wb-Wa)×R0/(Wa×Qa-Wb×Qb)/2
式中:Va、Vb——电机轴的线速度;Wa、Wb——电机轴的角速度;Qa、Qb——卷绕轴卷取布匹的圈数;R0——卷取轴的内径;H0——布厚。
利用相应的轴实际角速度和圈数值就可计算出相应的布厚。在速度稳定的前提下,并且在一方的圈数接近零时准确度最高。
施耐德开发的AFB功能块
卷径计算功能块:通过从变频器读取的编码器脉冲及设定的布厚来实现圈数和卷径的计算,同时可以实现卷径的在线修正,可以按照卷径或圈数修改。
转动惯量计算功能块:实现转动惯量随着卷径的变化实时进行计算调整。
速度和转矩的计算功能块:通过此功能块实现速度和转矩的计算,包括速度斜坡及加减速时间、张力、转动惯量系数的设定,得到实时的线速度及转矩给定值。
转换控制功能块:通过此功能块实现变频器的控制模式,包括速度控制和转矩控制模式,变频器的运行命令,及最终给到变频器的速度值及转矩值等。
施耐德电气解决方案的价值
ATV71加强涂层,适应恶劣生产环境;ATV71内置CANopen总线,无需扩展卡,安全可靠,动态响应速度快;ATV71修改内部控制字CMI实现0.0018Hz响应精度,对于该设备要求速度微量变化的场合非常有用,避免调速时出现张力波动;ATV71过载能力强,优越的低速转矩控制性能,能够在零速时保持设定的转矩;GXO触摸屏采用加强涂层,适应潮湿、高温、腐蚀环境;M238内置通讯总线,无需扩展总线通讯模块;卷绕圈数计算和温度采集由变频器完成,节省PLC输入点和模拟量扩展模块;开发专用AFB,方便二次开发;直流共母线有效利用发电再生能量回馈给母线,节能增效。
本系统采用ATV71变频器和M238 PLC实现了卷染机的恒线速度、恒张力控制,具有较高的动、静态性能。该方案的成功应用标志着施耐德电气的变频器在高要求转矩矢量控制领域实现了又一次自我突破,具有较高的推广价值。
测试社区