
山特维克可乐满CoroMill 176高效齿轮滚削加工解决方案
发布时间:2015-02-09
在生产加工中,采用可转位刀片技术的刀具已经取代了大部分切削刀具,但在滚齿加工中由于前期的投资较大,至使生产厂家犹豫不绝,本文通过制造经济理论给大家分析如何用可转位滚刀技术来大幅降低单件加工成本。
当一个项目确立前期,有许多环节需要评估,其中对于完成年产能的设备数量估算则是投资成本最大的一块,而如何去计算设备所需数量是整个项目成败的关键;随着订单的增加,原有的产能变为瓶颈,投资新设备是大多数厂家的选择,但新设备的交期、昂贵的设备投资也是一个极大的阻碍。其实通过提高设备利用率,可以轻松解决上述问题。
原有滚齿加工技术经过几十年的发展已经到达了顶峰,即使是使用了涂层技术或粉末冶金技术,其发展仍滞后于其它可转位刀具,例如面铣、高速钻等,更不用说是对付难加工材料。大多数滚刀还是需要冷却液或油,所带来的后续处理成本也会愈来愈高。
可转位滚刀的切削原理与普通高速钢滚刀完全相同,就是把高速钢的每个切削齿改成可换刀片的,这样就无需修磨、重涂。可转位滚刀利用刀片加涂层技术,可以大幅提升加工线速度,在滚削加工中线速度的提高与加工效率成正比,直接缩短了单件的加工时间。
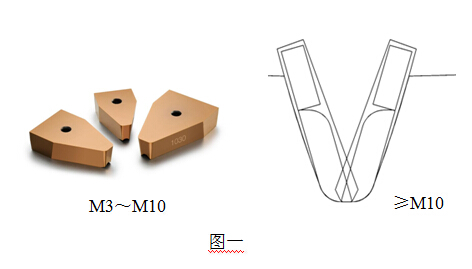
对于不同的模数,其法向齿槽的大小也相差甚远。我们通过对可转位刀片的成本分析得知模数10正是一个性价比的分界点,即模数3至10我们选择整片刀片型成滚刀齿型,对于10模及以上则采用左右两刀片接成滚刀齿型。(见图一)
齿轮检测有多项指标,其精度也受众多因素的影响。保证滚刀自身的制造、安装精度对加工出高精度齿轮至关重要。整体滚刀由于是一次安装刃磨成形,各项指标相对于容易达到,而可转位滚刀则要分别考虑刀体精度,刀片精度及装配精度,刀片之间还要有良好的互换性。要实现这些需要建立在现代加工技术上。
对于模数10及以下滚刀采用整体刀体,在数控机床上一次加工成型。加工及检测、使用时也采用同一检测环,精度可控制在0.01mm以内。刀片定位没有采用传统的螺钉,而是通过iLock技术的刀片底面的V型导轨及刀片后面来实现定位,并通过楔块来夹紧(见图二)
这种结构也可以实现刀片的快迅更换,只需扭转楔块螺钉2圈即可实刀片折卸和安装。刀片全周精磨,重新安装后的误差可控制在0.01mm以内。
由于Coromill176刀片的两侧都是切削刃,相比于传统可转位滚刀采用的左右搭接刀片来形成一个齿槽的方式,多了一倍的有效齿,这使得CoroMill176可以采用更高的工作台进给。同时也可以获得更优的齿廓渐开线型。(见图三)

图三,左侧相对右侧为一倍有效齿数
下面我们用客户的实际案例来分析一下单件齿轮的加工成本。通常来讲大部分成本是由单件材料成本+单件加工的刀具成本+单件加工的机床等成本构成,而材料成本相对是固定的,所以我们只比较后两种成本。
表一为客户采用双头滚刀加工模数6齿轮的生产节拍,30分钟一件。表二为客户采用单头可转位滚刀的生产节拍,10分钟一件。

表一,双头高速钢滚刀加工M6齿轮节拍
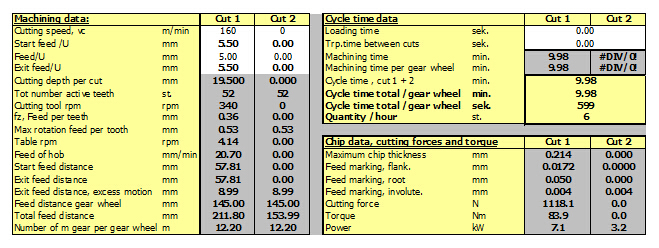
表二,单头Coromill176lk工 M6齿轮节拍
表三,两种滚齿刀加工的成本分析
那么我们通过表三可以计算出年成本的构成。虽然单件加工的刀具成本增加很多,但单件加工机床成本降的更多。综合起来单件成本降低了17%,这还没有考虑冷却液所带来的节约。
通过对单台机床的效率提升,提高其产能。在项目投资初期就可以减少机床的投资数量,在滚齿生产成为瓶颈时,也无需等待新机床的到位。
测试社区