
Lenze在无菌冷灌装生产线上的应用
发布时间:2014-08-25
1 前言
随着 PET 瓶包装在世界范围的蓬勃发展,国内外大型包装设备制造企业开始致力于热灌装技术逐渐转向超高温灭菌后的无菌冷灌装技术,这将为传统的PET瓶灌装技术带来一场革命,已成为国际上果汁和软饮料发展的主要趋势。
采用 PET 瓶无菌冷灌装生产的饮料,具有口味更新鲜、营养更丰富、使用更安全等优点。与热灌装相比,可减少包装材料成本。瓶子的形状也可随意变换并降低热应力,有利于包装的外观设计。产品还能够最大限度地保证产品的自然风味,迎合市场需求。采用无菌冷灌装也可延长产品的货架保质期。由于设备本身具备严格的消毒、灭菌程序及百级的灌装无菌环境,产品包装的无菌条件可得到极好的保障。
2 无菌冷灌装设备的构成
无菌冷灌装设备是灌装生产线中重要的组成部分,主要负责原料的无菌灌装,主要包括:杀菌机、冲瓶机、行星轮、灌装机和旋盖机。杀菌机:在无菌冷灌装生产线中,瓶子在灌装之前要达到并保持无菌状态。为达到此目的,瓶子在两台杀菌机中利用杀菌液进行瓶子的内、外部杀菌,采用两台杀菌机是为了保证杀菌液的能够有效的杀死杀菌的时间,以达到彻底杀菌的目的。冲瓶机:杀菌后的瓶子在冲洗机处采用无菌水进行冲洗,其目的是清除瓶子内残留的杀菌液。行星轮:行星轮是连接各个单元的中间机构,其上面安装瓶夹,用于将瓶子送往各个单元。灌装机:灌装机就是将已经处理好的无菌的瓶中灌注所需容量的无菌产品的设备。旋盖机:旋盖机将灌装好产品的瓶子,进行自动旋盖。(详见下面图1无菌冷灌装工艺流程图)
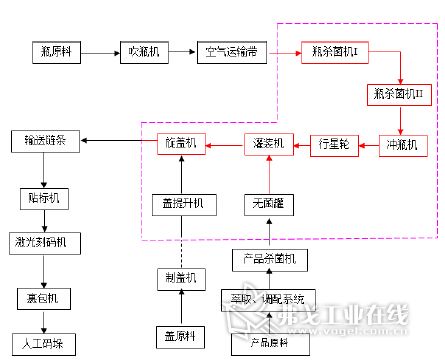
图 1 无菌冷灌装工艺流程图
3 Lenze解决方案
此Lenze解决方案采用伺服分离式进行传动,生产速度可达4 万瓶每小时,精度小于0.05 瓶。Lenze针对无菌冷灌装生产线的设置要求,提供了基于驱动器的控制系统这一解决方案。基于驱动器的控制系统解决方案具有运动控制程序模块化的突出优势,驱动器本身不仅可作为伺服电机的驱动单元,同时也支持多种PLC 编程语言。所有与运动相关的逻辑控制均可由伺服控制器来完成,如寻零控制、自动回归同步位、虚轴控制、断电同步停车以及伺服的逻辑控制等功能。这样上位机只需通过通讯模块或者外部端子发送简单的控制指令即可实施命令。这种方式减轻了上位机的运行负担,也保证了复杂运动控制器的稳定性。用户只需选择合适的PLC完成逻辑控制即可,从而让方案更加灵活、稳定和可靠。
3.1 Lenze主要产品
(1)9400伺服:9400系列伺服是Lenze新一代高端伺服系列产品,分为单轴和多轴两种系列。产品采用32 位操作系统以确保伺服的高效稳定运行,产品内部可支持Modular 工作方式和余数补偿机制,有效避免了计算误差和累积误差的产生。此外,9400还采用简单易学的CFC 编程语言,具有多任务处理系统,并使用全新的安装方式,具有模块化设计,易于集成等优点,并且标配CAN 总线接口以及8 路开关量输入、4 路开关量输出、2 路模拟量输入和2 路模拟量输出,同时,它还配有两个通讯扩展端口,可安装Ethernet、CanOpen、DeviceNet、EtherCAT、EtherNet、EthernetPowerlink (MN + CN)、InterBus 和Digital frequency等模块。
(2)GKS系列异步伺服减速电机:该产品由Lenze 的MCA减速电机结合G系列减速机组成,具有精度高,耐冲击,寿命长等优点。此系列采用直交轴输出方式,支持实心轴和空心轴两种安装方式。本文所列解决方案采用空心轴输出方式。异步伺服和同步伺服可应用于不同的应用场合。由于灌装设备具有惯量大和连续运行的工作方式,异步伺服的高惯量匹配度的功能非常适合该设备的运行。在相同功率下,异步伺服在相位同步精度与同步伺服相比更为出色。此系列伺服在无论低速或高速运行条件下均能满足设备要求的控制精度(大约2mm),可有效避免低速运行下的抖动问题。
3.2 Lenze解决方案
Lenze使用6台9400伺服控制器作为运动控制的核心,用于杀菌1、杀菌2、冲瓶机、行星轮、灌装机和旋盖机部分的运动控制。此方案采用共虚轴工作模式,其它各实轴,同步于虚轴。虚轴选取惯量较大的旋盖机设备作为虚拟主轴,各轴之间采用周期性工作模式同步于虚轴,对于周期性工作模式,Lenze伺服具有余数补偿机制,可有效避免累积误差的产生。本方案采用以太网进行伺服与上位机的通信,具体请参见图2系统拓扑图。
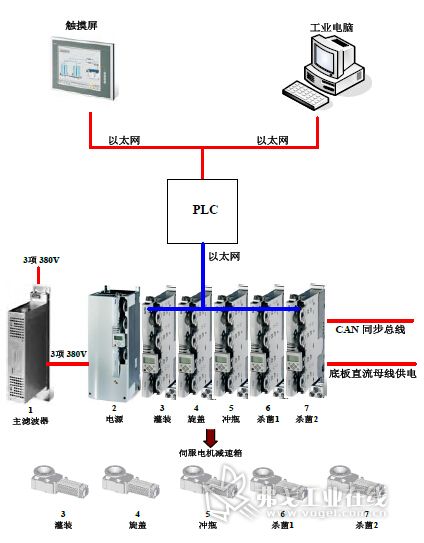
图2 系统拓扑图
3.3 实现的主要功能
Lenze 结合客户工艺要求和产品特点主要实现的功能有:
(1)虚轴控制:采用虚轴作为主轴,可使各实轴完全同步于虚轴。虚轴选用惯量最大
的旋盖机,可确保虚轴的控制拥有合理的速度及加速度。此外,各从轴完全同步于虚轴。
(2)断电同步停车:断电同步停车功能可用于应用生产线意外断电情况。各不同惯量的实轴可以同步停车。其主要原理是将机械的惯性动能转化为伺服的电能,再给电机制动。此功能必须要求伺服的控制回路一直有24V控制电源和伺服之间的直流电源并联。
(3)自动回归同步:设备要求在运行过程中各从轴之间一定要相位同步运行,避免各瓶夹之间错位运行,从而损害瓶夹。因此在设备运行前,伺服会自动检测各伺服之间的位置。如不在同步位,启动时伺服会按最短瓶夹距回归同步位,然后再同步运行。当然通过观察监控系统的同步状态指示灯,如不在同步位,也可一键回归回步位。
(4)零点设定:设备的零点设定采用手动设定零点方式。由于未安装零点开关,设备设定零点需由操作工通过人眼观察逐个设定零点。伺服本身具备零点自动保存功能,因此在完成零点设定后均可自动记忆零点,除非人为拆卸伺服电机或者在伺服断电情况下进行手动盘车伺服。
(5)实时误差检测:同步精度是设备正常运行的一个重要指标。每台伺服程序均设有实时的误差监控,伺服可通过伺服编码器的位置和伺服控制器中虚轴的位置进行比较。比较指令每毫秒进行一次,这样设备运行中如发现每毫秒出差位置误差,设备即可立刻进入停车程序。
3.4 Lenze亮点
(1)摈弃了传统的机械联轴式传动,采用分离式伺服实现设备的高速和高精度。
(2)采用9400智能伺服控制器,其内部可支持Modular 工作方式,以瓶位为周期单位,有效避免计算误差及累积误差的产生。
(3)智能伺服控制器可独立完成运动控制,为中央控制器减轻负担,实现了运动逻辑分开,增加了系统的可靠性及灵活性。
(4) 直流母线共享技术及伺服的能量回馈原理,为实现同步断电停车带来了必要保障。
(5)高效的MCA伺服电机及高品质的减速机为设备提供了高精度的机械驱动及灵活可靠的安装方式。
(6)专业独立的服务团队及销售人员,为客户量身打造最具有竞争力和最高端的灌装设备。
4 展望
无菌冷灌装工艺因其可有效保护营养的完整性,确保饮料的原汁原味而备受青睐。目前无菌冷灌装生产线在国内仍处于起步阶段,面向未来巨大的消费市场发展潜力,无菌冷灌装生产线必将向高速、安全方向发展。
高速的生产线意味着在同等的生产级及工作车间投入条件下能够带来更大的生产能力。目前国内无菌生产线的生产速度平均为42000瓶/小时,已达到国际先进水平。传统的机械联轴式生产线由于其机械磨损及精度的原因,速度已不能满足工艺要求。因此,采用分离式伺服传动系统是目前可实现高速生产线的一个重要因素。随着日新月异的工艺要求,无菌冷灌装生产线未来将进一步向更加分离式及更多的伺服系统投入方向发展,从而进一步提升生产速度。
安全的生产线是人们喝到健康饮料的前提。由于没有高温杀菌的环节,这就要求无菌冷灌装生产线必须从机械设计角度实现无菌环境,如灌装净化室必须达到100级以上的空气净化要求,灌装阀门结构还必须简单,易于清洗,并确保阀内无夹缝等卫生死角。无菌冷灌装生产线必须着重于优化机械结构及生产工艺方法,向无菌、安全方向发展。
总之,在未来的饮料行业,无菌冷灌装生产线凭借其多种优势,必将引领灌装生产线的技术潮流,成为一种重要的饮料生产方式。
测试社区