使用 PC 控制实现高效肉类分配
对肉类加工中心进行自动化改造,以使其更加灵活和精确
发布时间:2014-12-15
位于德国Irschenberg的 TVI Entwicklung und Produktion GmbH 公司主要经营各种肉类分配和加工设备及生产线 — 从肉回火处理到将切好的部分输送到包装机械中。
位于德国Irschenberg的 TVI Entwicklung und Produktion GmbH 公司主要经营各种肉类分配和加工设备及生产线 — 从肉回火处理到将切好的部分输送到包装机械中。除了TVI 自身在该行业长期积累的专业知识外,其设备上安装的Beckhoff控制器和驱动器所具备的高性能和灵活性也为 TVI 带来了很多竞争优势,因为这能够满足客户对加工速度和精度方面不断增长的需求。

总部位于德国Irschenberg的 TVI Entwicklung und Produktion GmbH 公司的任事股东 Thomas Völkl正在介绍 GMS 500 多功能分配系统
TVI 的机器是一个灵活的肉类加工中心,可以使用标准模块和客户特定的程序根据任意分配任务进行调整。由于食品加工行业的持续整合给成本降低带来了巨大的压力,因此生产效率就变得越来越重要。TVI 公司任事股东 Thomas Völkl引用他的公司座右铭来解释他的公司提供的解决方案必须满足的不断增长的需求:“我们的机器可以以任何所需的一致性和切割类型分配任何种类的红肉。我们确保在重量精度上的结果最优,并最大程度地减少产品浪费,同时最大限度地提高劳动力和能源效率。”同样重要的是要为肉类分配和加工提供全面的解决方案,包括设置、回火(加热冷冻肉及冷鲜肉)、分配(切片、分配、堆叠)、装入托盘(手动或自动)、检查和传输产品到包装机中。
最大能效可通过下面两种途径保证:一方面,用伺服驱动器代替气动和液压执行机构;这大大减少了机器的能耗。另一方面,TVI 的制冷机非常高效。由于在分配过程开始之前的数秒内需要将肉移走,回火壳厚度只能在 2 到 3 毫米之间,而不是其它大部分系统中的 5 到 10 毫米。这大约能降低 80% 的能耗。最重要的是,制冷机采用传统的压缩机制冷技术,而大部分其他系统都要不断消耗二氧化碳。这使得每公斤肉的能耗成本从原来的 5 至 10 美分降到只有 0.4 美分。
借助灵活的控制技术进一步提升机械专业性
使用节能和精确控制的伺服驱动器以及通过高精度、高速控制优化过的气动阀只是用基于 PC 的控制满足苛刻的客户要求的其中两个例子。这适用于单台机器以及整个生产线,Thomas Völkl解释说:“多亏了我们的模块化方案,我们可以用我们的单个组件如制冷机、分配机和带托盘分配机的自动托盘充填机以及残留物处理单元以极大的灵活性建立生产线。然后,模块与相匹配的输送带连接。通过选择正确的组件,我们可以根据每个客户的具体要求进行调整。实践证明,Beckhoff的控制技术具有出色的灵活性,适合所有的应用领域 — 从最小的系统,只有两个气动阀的 TDS 300 托盘分配机,到具有七根高精度伺服轴的 GMS 500 分配系统。”

GMS 500 分配系统是肉类加工中心的核心部分
多功能分配系统是生产线的核心组成部分
大多数 TVI 肉类加工中心的核心部分且位于邻近制冷机位置的是多功能 GMS 500 分配系统 — 公司最大的收入来源。设备通过性能强大的 CX1030 嵌入式控制器和TwinCAT NC I 软件控制。控制面板是一台集成式 CP6901,带有不锈钢边缘和一个齐平安装的 12 英寸触摸显示面板。四个紧凑型EtherCAT伺服驱动器 AX5206 和五个变极绕组同步伺服电机 AM3021 与 AG2210 行星齿轮减速机确保了高精度运动控制。GSM 500 专为高精度工作流设计,执行下列工艺步骤:
– 操作人员将一片或多片肉放到模具中
– 机器将模具回转到切割位置并激活合适的活塞
– 肉完美成型并纵向测量
– 机器无剩余或有少量剩余地分配肉在一个线性单元根据目标重量确定切片的厚度后,刀具开始切第一片。然后,机器连续地切剩下的肉片。在完成最后一次切割后,模具旋转装置将下一片肉移动到位,并重复该过程。
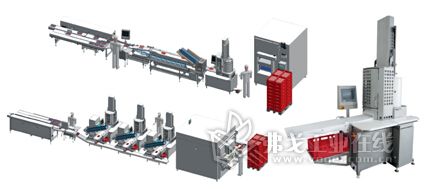
无论是Euroline(顶部)和 AIR Line(底部)可根据客户的具体要求调整
肉类分配中心的尾部有一个 FPS500 Euroline装托盘系统,该系统会将肉放入托盘中,以便无重量限制或以固定的重量分配。它由三个协调模块组成:带 TDS 300 托盘分配器的 MIS 3000-4000 手动插入区、全自动 AIF 500 托盘填充机和 GMI 500 称重和分拣单元。首先,从 GMS500 分配的肉片被放置在 MIS3000-4000 的输送带上。它们从那里被手动或通过 AIF 500 自动放置到托盘中。填满的托盘移到 GMI 500,它们在这里缓冲并在一个动态秤上称重。过轻或过重的部分被自动推送到单独的缓冲输送带上并被移到一个再加工工作站。装有正确重量的肉片的托盘直接继续运动到包装机中。所有这些单元都再次通过Beckhoff的控制系统和驱动技术,如 12 英寸控制面板 CP6901、四个EtherCAT伺服驱动器 AX5206 和五个带 AG2200 行星减速机的同步伺服电机 AM3021,实现自动化操作。

分配系统(左)通过一台定制的 12 英寸控制面板 CP6901 操作。制冷机(右)通过一台 5.7 英寸适合控制柜安装的控制面板 CP6907
灵活的高精度伺服驱动器
Beckhoff的伺服驱动技术的高性能在各种运动控制任务中是显而易见的。在 GSM 500 分配系统中,伺服驱动器和伺服电机确保模具旋转装置和隔板被回转到正确位置。整个肉类加工中心的运行通过各种旋转和摆动运动实现 — 例如,在输送带或托盘的齿形皮带送料器中。
TVI 最新开发的是 AIR 250 插入机器,它有四个用于移动残留物盖板的伺服轴、输送带和一个张紧带以及用于空托盘的齿形皮带送料器。在这台机器上,TVI 也采用了Beckhoff的单电缆(OCT)解决方案,反馈信号和电力都通过一根电缆直接传输。这样电机和驱动器侧无需使用多根电线和连接器,从而显著节省了组件使用量,减少了调试工作。OCT 系统通过两个 AX5206 伺服驱动器和两个 AM8021 或 AM8022 伺服电机实施,每个都带 AG2210 和 AG2310 行星齿轮减速机。
Thomas Völkl相信Beckhoff的驱动技术具有巨大的发展潜力:“在我们未来的发展中,我们将整合更多的安全技术,且 TwinSAFE技术为驱动器和 I/O 提供了一个一致的系统,在实施上具有很大的优势。因此,我们将主要使用Beckhoff的伺服产品。”
PC 控制既有速度,又适用于各种应用
早在 2008 年,TVI 就决定使用基于 PC 的控制系统取代传统的 PLC 技术。Thomas Völkl在解释这样做的原因时说道:“当时我们遇到了性能上的限制,特别是必须要控制几个同步操作轴时。我们最初用 C ++ 语言编写这些应用程序并在一台工业 PC 上执行这些应用程序。但我们很快意识到,PC 和 PLC 技术的结合会带来不必要的工艺过程减缓。因此,转向使用完全基于 PC 的控制系统就是一个必然的选择。此外,Beckhoff也是个理想的供应商,因为他们的系统不仅速度非常快,而且具有良好的开放性,非常灵活。”Beckhoff的系统还让 TVI 能够非常有效地实施必要的液压控制器,Völkl补充道。此外,PC 控制除了能够完成复杂的控制任务之外,它同样也适用于诸如托盘分配器及其单气缸、真空阀及小型控制面板等小型应用。
灵活的Beckhoff I/O 系统与超过 300 多种EtherCAT端子模块开辟了广泛的应用领域,并满足 TVI 的所有要求。对于 Thomas Völkl来说,其紧凑型设计特别重要:“由于我们的机器结构非常紧凑,I/O 端子模块系统的高密度对我们来说大有裨益。例如,在我们的制冷机中,我们采用了EtherCAT的高密度端子模块 EL2809,其特点是在一个外壳中集成了 16 个数字量输出,宽度仅为 12 毫米。”其它优点还包括众多集成有特殊功能的端子模块。例如,EL3356-0010 动态称重传感器端子模块将能够更轻松地将称重集成到机器控制系统中,而 EL34xx 系列电力监测端子模块将记录制冷机的低能耗数据。
对于Völkl来说,系统供应商这一名词还涵盖了另一个重要方面:“Beckhoff公司将预装配在控制柜中的完整的控制技术作为一项增值服务提供。这对我们来说是一个巨大的优势,因为我们不再需要在库存中保留这些组件 — 不像过去,当我们与一个供应商合作时,他们什么都不用做,只需要建造控制柜即可。电气和电子元器件占一台机器价值的 30%到 50%,现在这一切证明了是多么重要。”
最新一代TwinCAT 3 软件具有更大的提高效率的潜能
Thomas Völkl想要继续沿着让机器和系统更加模块化的成功道路向前迈进,以便能够使用尽可能少的工程投入量更高效地定制肉类加工中心。机械结构已经相当先进,但软件开发仍具有更加模块化的潜力,Völkl说道。他认为,最新一代TwinCAT 3 软件为提高效率提供了合适的工具:“TwinCAT 3 高效支持面向对象的语言,这是让电子元器件和编程更加模块化所不可或缺的因素。TwinCAT 3 具有两大优点:面向对象的编程需要的工作量大大减少,并且可以让多个开发者在同一个项目上同时工作。这就是为什么我们会在下一代的分配系统中实施TwinCAT 3 的原因。”
测试社区