
API测量服务汽车机盖快速检测案例
发布时间:2021-11-18
Radian Plus激光跟踪仪与vProbe隐藏点智能测头组成的测量系统,基于其超高的精度、方便的操作方法、友好的人机交流界面,充分满足了客户对于精准&快速的要求,高效实现了本案中对汽车机盖形变程度的测量与分析。
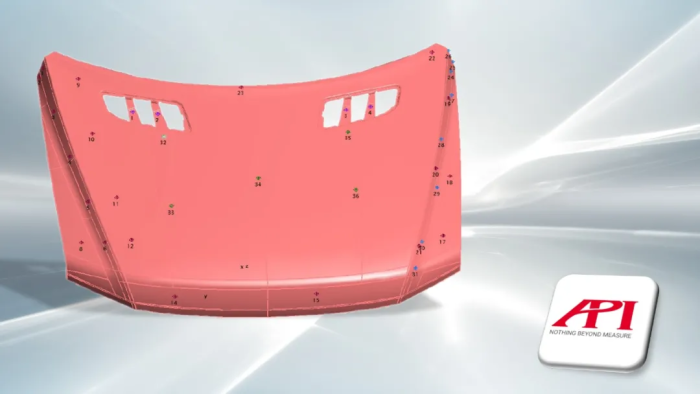
图为:待测汽车机盖数模及待测点位置示意
待测标的:某型号汽车机盖;
要求精度:±0.1mm;
检测设备:Radian Plus激光跟踪仪;vProbe智能测头;
检测内容:检测各标的部位形变程度,即通过检测,实施标的点位置实际数值与名义值
比对分析,判断是否超差&超差量值;
其它要求:整个测量过程精准、快速。
1.架设仪器
将Radian Plus激光跟踪仪架设在待测机盖旁,连接笔记本电脑,开机即可测量。Radian Plus激光跟踪仪采用API ADM Maxx绝对激光,整套系统无需预热,可实现即开机、即测量,稳定且高效。

图为:vProbe智能测头与RadianPlus激光跟踪仪配合测量工件隐藏点示意
2.采集数据
测量时,操作者手持内置棱镜的激光跟踪仪靶球(SMR),Radian Plus射出的激光会锁定在SMR的球心位置并实时跟踪;操作者用靶球触碰机盖上待测量的位置,Radian Plus即会以1000Hz的速率对该位置点的坐标数据进行精准采集,随即反馈到位于笔记本电脑的测量软件中,并储存记录,用于随后的比对分析。
3.数据比对分析
待所有标的点数值采集完毕,即可在软件中加载数模,统一坐标系后,就可以进行实际测量值与理论数值的比对分析,并得到相应的差值,达到检测的目的。
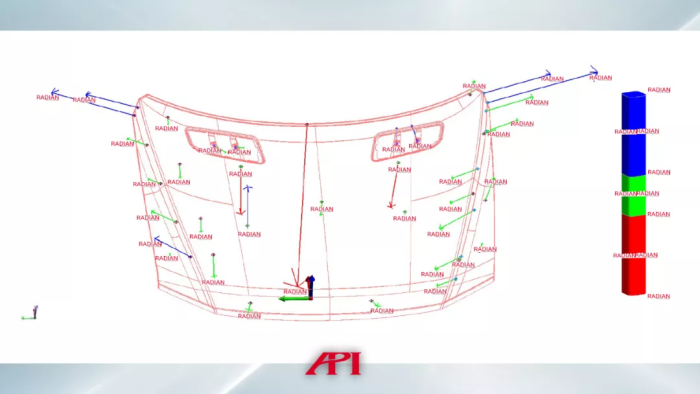
图为:偏差示意图(绿色为公差范围内,红色蓝色为超差部分,数据遮挡处理)
4.生成报告
测量软件可以以包括箭头、色差图、柱状图、列表等等在内的多种形式生成测量报告,操作者只需输入公差范围并选择表达形式,系统即可迅速自动生成所需数据分析报告,客观、直观,一目了然,高效评估机盖形变状态,并为实施修复提供可靠的数据基础。
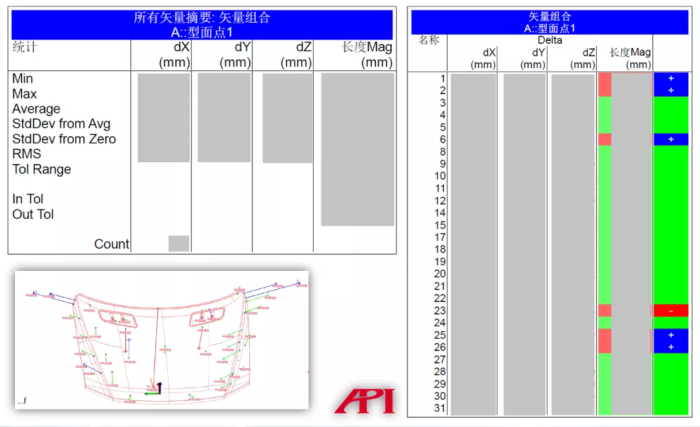
图为:以列表形式生成的测量报告(灰色为数据遮挡处理,绿色为公差范围内,红色蓝色为超差部分)
总 结
测试社区