
Radian激光跟踪仪在钢厂轧机牌坊高效检修领域的应用
发布时间:2021-07-28
相较于水准仪配合全站仪的检测方式,API使用Radian激光跟踪仪对轧机牌坊实现高精度、全局智能化检测与数据分析,可在保障测量高精度的前提下大幅提升轧机牌坊的检测效率。
对于钢厂热轧生产线,随着生产的持续进行,整条生产线上的轧机在高温、高压、腐蚀等的作用下,会不断地累计变形和磨损,在经过长时间的累计形变后,会对生产线产出产品的质量产生较大的影响,大大增加次品率,所以基于此类原因,热轧生产线设备需要定时进行检修、调整。
而对于轧机牌坊、和轧辊的检修,更是钢厂设备检修的重中之重。本文中,我们着重讨论轧机牌坊的检修;如您有意继续了解关于轧辊检修的细节方案,请通过以下网址关注查看《Radian激光跟踪仪在钢厂轧机轧辊高效检修领域的应用》案例。
官网地址:http://www.apimetrology.com.cn/news/47.html
通常来讲,需要对轧机牌坊的两项内容进行检测,以确保其正常运转:
1.轧机牌坊两个立面的对称度;
2.立面相对于大地水平面的垂直度;
对于轧机牌坊检测的难点在于:由于轧机体积较大,使用通常的测量工具很难在保障高精度的情况下对轧机牌坊实施全局的整体测量。
2传统的检测方法
对轧机牌坊传统的检测方法多为使用水准仪与全站仪进行组合测量,相对来讲效率较低,每一条线都需要反复的调整和测量,且测量数据受人员操作经验影响较大,耗时耗力、且很难保障检测的高精度和重复性。

图为:APIRadian系列激光跟踪仪
API解决方案
Radian激光跟踪仪,是大尺寸精密测量的完美解决方案。可对160米测量范围内的待测物实施微米精度级别的高精度测量。
测量时,跟踪仪射出激光并追踪操作者手中内置棱镜的靶球(SMR);操作者只需使用靶球触碰待测部位,跟踪仪即可迅速对该点的3维坐标进行测量,并记录在软件中;通过若干个空间点,即可构建相应的线、面、体,并在软件中进行自动分析、计算,得到偏差值,从而达到检测的目的。

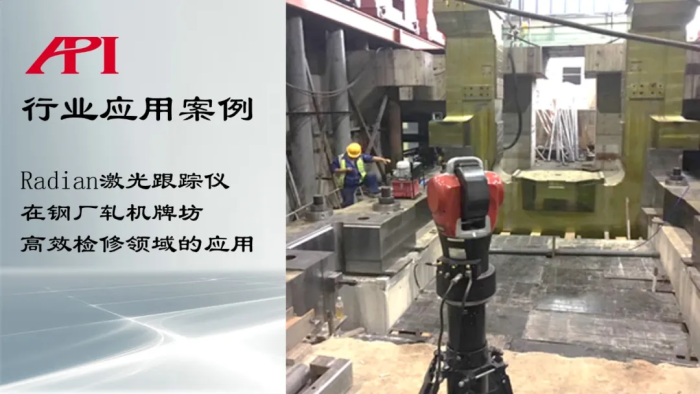
图为:Radian激光跟踪仪轧机牌坊垂直度检测作业中
Radian激光跟踪仪对轧机牌坊的检测
首先布设全局坐标系:设置转站基准点并配合Radian激光跟踪仪内置的高精度电子水平仪建立水平基准坐标系;之后对轧机基准线和高程点进行测量,从而通过高程点控制并建立高程基准面。
高程基准面建立完毕后,即可使用激光跟踪仪在传动侧、操作侧的面上进行采点,通过软件分析得到两侧对称度,从而实现牌坊两面对称度的检测;
通过轧制中心线和横向中心线建立坐标系,从而得到垂直于水平面的轧制中心面,在机架两侧立面上取点,经过软件的分析处理,即可得到两侧立面到轧制中心面的距离及立面与水平基准面的垂直度。
在全局坐标系下,用相同的方法测得其它牌坊的数据,即可分析整条轧机线各个轧机的位置数据。

图为:轧机线各轧机位置分析报告
使用Radian激光跟踪仪对轧机牌坊进行检测,既可保障测量的高精度,又较传统方法大幅提升了工作效率,为企业赢得了更多的生产时间,并大幅降低废品率,提升产品质量。
测试社区