
利用API激光跟踪仪指导叶片打孔机实现在线示教
发布时间:2019-06-10
为了提高设备的安装及设备的可变性,某叶片打孔机生产企业利用API激光跟踪仪作为反馈器,利用机器人的示教原理来标定打孔机。
大家都知道机器人有示教编程功能,可以让机器人按照我们需要的路径运动,去完成我们自己想要的动作,那么如何利用机器人的示教功能,并在激光跟踪仪的指导下,使得一个大型叶片打孔机的示教变成可能呢?
叶片端部打孔的位置度会影响风电叶片的最终安装精度,叶片在完成了翻模以后,就需要用到叶片打孔机来完成总长的切割,以及在法兰盘上打孔,打孔的位置度的准确与否,对于最终叶片的安装有着重要的影响。以往的打孔机,在安装的过程中只能通过设备的试打孔来不断调整孔位的位置度,费时费力。为了提高设备的安装及设备的可变性,某叶片打孔机生产企业利用API激光跟踪仪作为反馈器,利用机器人的示教原理来标定打孔机。
下面,我们可以看看API激光跟踪仪是如何完成动态的调整与示教。
1,在大臂上粘贴一个靶球,大臂旋转一周,用激光跟踪仪测得大臂的回转中心,利用API激光跟踪仪的内置水平仪,建立一个圆心在大臂回转中心的水平坐标系,获得与大臂回转中心的等高值,将其圆光栅作为0°起始位,并做一圆柱销孔放置靶球。
2,将光学靶球SMR放置在这一位置,让机械臂旋转一周,建立一个圆周平面,并建立一个以大臂回转中心为轴心,以靶球为起点的圆柱坐标系。
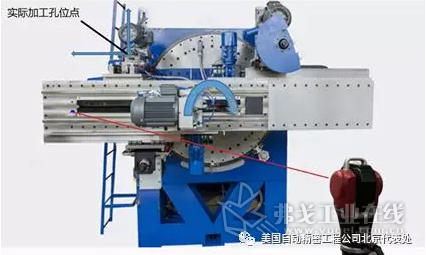
3,将靶球通过工装安装在实际的打孔点位上,获得当前位置的实际点位的实际坐标数据(R, θ)。在示教过程中选择大臂回转中心获得对应的θ角,通过实际打孔机构的XY向的运动和激光跟踪仪的坐标指导,将打孔机构示教至对应的R半径值来定义不同位置的(R, θ),获得P1(R,θ1),P2(R, θ2),P3(R, θ3)…,Pn,(R, θn),通过记录不同点位的θ值和实际打孔机构的XY向的坐标值来完成示教工作。最后通过示教的Pn点进行编程做孔位加工。

在叶片打孔机行业目前的现状是:
1、打孔机的打孔半径一般在1.5m~2m的范围内;
2、打孔的位置,角度控制在±0.03°,半径需要控制在0.05mm内;
3、所有的半径值和角度需要综合调校,不断试打孔来保证,精度不高;
4、针对叶片的不同型号,需要更改半径和角度来满足不同的叶片打孔;但往往改造费用昂贵,不可柔性加工。
打孔机生产厂家长期面临的问题是通过圆光栅码盘来标定打孔机的角度,但往往在安装过程中,打孔机构的实际回转中心与圆光栅的中心存在着偏心,导致了大臂半径不变的情况下,打孔机构的半径值和实际的设计有着很大的误差,只能通过调整垫片,来弥补由于偏心来带来的影响。这样一来,垫片需要不停的试装,角度标定需要不断的调整。在这种情况下,如果设备可以做成可调的动态机构,不仅可以提高设备孔位的位置度,还能做成双打孔机构,或者是动态打孔机构,这样其优越性就可以大大提高。利用该设备的重复性较高的特点,以及机器人示教的功能,该企业急需一种具有高精度,高稳定性,高采样率等特点的仪器,作为一种数据的反馈,对设备进行示教。在这种基础上该叶片厂家看到了API的激光跟踪仪所具有的高精度,高稳定性,高采样率、自动接光等特点,正符合了该厂家的技术要求,并利用API激光跟踪仪的二次开发能力,该企业为自己的打孔机制作了一整套示教的程序,不仅提高了设备的安装精度与效率,还提高了设备的可动态调整性能,为该企业在叶片打孔行业的长足发展打下了坚实有力的基础。
测试社区