


API高品质激光跟踪仪及其应用
发布时间:2011-09-26

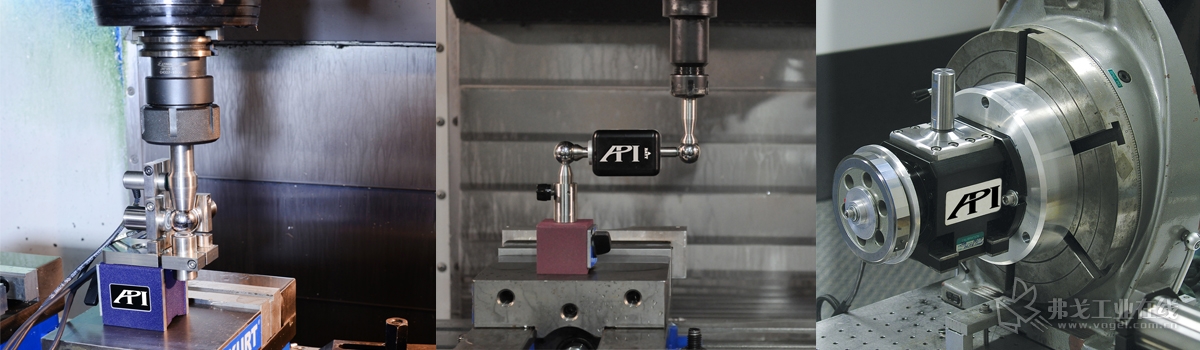
图1 API激光跟踪仪测量头
本文简要介绍了美国API公司激光跟踪的原理、组成和主要特点,推荐了激光跟踪仪的应用领域,详细介绍了API激光跟踪仪在汽车制造领域的典型应用。
激 光跟踪仪是建立在激光技术和自动控制技术基础上的一种新型空间坐标测量系统,它的基本原理是:跟踪头发出的激光对目标反射器进行跟踪,通过仪器的双轴测角 系统及激光干涉测距系统(或红外绝对测距)确定目标反射器在球坐标系中的空间坐标,通过仪器自身的校准参数和气象传感器对系统内部的系统误差和大气环境误 差进行补偿,从而得到更精确的空间坐标。
激光跟踪仪的硬件包括角度测量部件、距离测量部件、跟踪控制部件、系统控制器部件和支撑部件。为了 提高激光跟踪仪的测量效率和自动化程度,激光跟踪仪还备有一些专用附件,如利用数字式温度传感器和气压传感器对气象参数进行测定和修正,利用遥控器在镜站 对测站进行操作和控制。
激光跟踪仪的软件是测量系统的重要组成部分,软件主要包括仪器控制与坐标测量软件、系统校准软件和分析与计算软件等。激光跟踪仪的测量方式包括静态点测量、动态目标跟踪测量、对目标连续采样、格网采样和表面测量等。激光跟踪仪的测量结果可以用坐标方式或图形方式显示。
API激光跟踪仪的特点
传统的激光跟踪测量在汽车行业遇到的最大挑战是光线遮挡问题,经过API公司的不懈努力,目前已经有两套行之有效的解决方案,一是绝对测距技术(Absolute Distance Meter,ADM),二是智能测头技术(IntelliProbe)。
API的绝对测距(ADM)技术允许跟踪过程中断光,将靶球放回到目标位置,再将跟踪头指向靶球即可恢复跟踪和测量。该技术基于红外光脉冲反射拍频计数进行绝对测距,在10m内精度高达0.015mm,这项技术特别适合于在线检测汽车夹具的重复定位精度。
API 的T3激光跟踪仪带有智能测头,对激光难以达到的各类隐藏点(Hidden Point)进行测量。智能测头是一种特殊的光学靶,靶的底部装有长度达几百毫米的测杆,测杆末端装有红宝石测球与被测对象接触,光学反射器装在智能测头 的顶端,供激光跟踪之用。智能测头内部集成有传感器,可以感知智能测头相对于激光光线的姿态角变化,通过顶端反射器的坐标值和姿态角变化即可计算出测杆末 端的坐标值。
API还发明了独特的6D测量靶标,这是一种主动式靶标,靶标内的反射器用于测量空间坐标,靶标中集成了光学系统、光电位移探测装置、伺服控制机构和光电编码盘等硬件,系统软件根据各传感器的输出量和6D数学模型计算出靶标的空间姿态,从而实现对被测对象的6D测量。
API 激光跟踪仪最突出的特点是紧凑和灵巧,这一特点来源于超卓的智能轴系设计技术,该设计将干涉仪(IFM)、绝对距离仪(Turbo ADM)和数字处理系统等重要的测量部件都集成在中心轴上,使出射的激光不需要经过反射镜或者柔性光纤,不仅使仪器小巧紧凑,而且消除了温度变形和漂移等 重要的误差源。
应用于生产线安装和周期检测
计算机技术的应用使大型工装设计、制 造、安装和检测发生了根本性的变化,工装零件的制造与装配不再使用模线样板与划线钻孔台,工装的安装不再使用型架装配机,工装的检测也不再依赖于光学望远 镜、长杆千分尺、标准样件、标准量规等测量器具,取而代之的是激光跟踪仪等新一代光电精密自动测量系统。
大型的工装卡具通常由工装底座、支撑架、型面靠模、定位销等设备组成,当车型设计参数确定之后,需要根据设计结果对生产线设备进行安装,激光跟踪仪可对整个安装过程进行检测,过程如下:
预 加工的工装底座包括必要的定位孔、固定孔和检测基准,检测基准可依据用户要求采用不同的形式,如边缘、凹槽或孔等,这些基准为激光跟踪仪的测量提供了基本 手段。随后,激光跟踪仪检查和调整工装底座的平面度,并确定工装底座上定位孔和固定孔的位置,最后安装工装。工装的安装步骤为:先安装支撑架,后安装型面 靠模及定位销。工装完成后进行整体检测,采用激光跟踪仪测量工装的几何位置,根据测量结果用垫片对位置进行精确调整。
生产线工装还需要进行 周期检查,以保证生产的可靠性。API激光跟踪仪的ADM绝对测距和自动目标识别技术可自动实现周期检查和重复检验,测量时,启动激光跟踪仪测量软件的 “自动检查”程序,系统依据被安装反射器的参考坐标驱动跟踪仪依次自动照准反射器,测量出各反射器实际坐标与参考值的偏差,从而实现重复测量。
应用于逆向工程
激 光跟踪仪可用于模具的测量与设计。通常设计人员在木模上雕刻成型,需要变成精确的数学模型才能进行制造,这套复杂的逆向工程以往需要造价昂贵的高精度大型 三坐标测量机,现在采用一台API T3激光跟踪仪+I-scan智能扫描,配合其功能强大的测量软件就能完成。激光跟踪仪形式多样的动态扫描工作方式,能够精确反求出空间自由曲线和曲面的 数学模型,从而大大降低冲压模具的生产制造成本。
爱佩仪自动精密仪器科技(上海)有限公司